The transformation from green-yellow to indigo blue that takes place before your eyes when something is removed from an indigo vat is the nearest thing to real magic that I know of. But it’s not magic, it’s chemistry, and understanding it is helpful in troubleshooting vats and in choosing vats for specific fibre types.
The transformation from green-yellow to indigo blue that takes place before your eyes when something is removed from an indigo vat is the nearest thing to real magic that I know of. But it’s not magic, it’s chemistry, and understanding it is helpful in troubleshooting vats and in choosing vats for specific fibre types.
Where does indigo come from, and why is it there in the first place?
Most of the indigo used commercially is now synthetic indigo, one of the myriad colours chemists derived from the magic compound aniline in the 19th century. I’m more interested in natural indigo, which is extracted from plants such as Woad (Isatis tinctoria, a member of the Cruciferae, related to cabbages) and Japanese Indigo (Polygonum or Persicaria tinctoria, a type of knotweed) in addition to ‘true’ Indigo, Indigofera, a member of the Leguminosae (related to beans and peas) which has several species including tinctoria and suffruticosa. In fact many plants will yield indigo, but only a few yield it in sufficient quantity to be of any use in dyeing.
I haven’t yet found a reference giving a firm reason for the presence of the indigo compounds in plants, but a couple of papers suggest in passing that it might discourage pests.
Indican, the compound that yields indigo blue, is a glycoside: a sugar (in this case a form of glucose) bound to another molecule, indoxyl. When the glycosidic bond is broken, the indoxyl is freed. When the indoxyl compound is oxidised, it becomes blue: indigo blue. Sounds simple enough, but how does the processing of the plant material and the dyeing accomplish this?
The indigo-bearing leaves (it’s usually the leaves; the lower the amount of other plant matter, the better the final grade of indigo) are harvested. In Japan the Japanese Indigo leaves are dried in the sun and stored for later use. Elsewhere the leaves are then physically damaged – chopped, pounded or trampled – presumably to release larger quantities of indican. This is the point at which woad was traditionally made into balls of leaf matter and dried for easier storage and transport. In West Africa the pounded leaves might also be dried and stored at this stage. Alternatively (in West Africa and elsewhere) the mass of fresh leaf material might be fermented; in Japan the dried leaves are later moistened and fermented; in Europe the woad balls are moistened and fermented (the process known as couching). In other words, bacteria are encouraged to consume the glucose in the indican, leaving the indoxyl molecules as highly reactive free radicals. The bacterial breakdown of glucose may be an aerobic process in which the bacteria consume oxygen, creating the reducing (low oxygen) environment necessary for the next stage of the process, or an anaerobic process in which the bacteria release hydrogen that acts as a reducing agent in the next stage.
The indoxyl free radicals bind to each other to form indigo. If an alkali is present (pH is above neutral), this takes the form of water-soluble leuco-indigo (leuco means white), also known as white indigo or white indigotin. The ‘white’ refers to the compound’s relative lack of colour: the leuco-indigo solution is a clear yellow or yellow-green. This is the form in which indigo dyes, so at this point it is possible to convert the fermentation vat to a dye vat, or to continue the process to extract indigo from the solution. Extraction is simply a matter of converting the soluble leuco-indigo to its insoluble blue form by adding oxygen: straining the fluid off the leaves, then pouring it back and forth between two containers may be sufficient, after which the blue particles of indigo can then be filtered out of the liquid. I wrote a post (with lots of pictures) about processing woad leaves in this way in 2013; you can see it here.
The actual indigo pigment content of the particles is reported to vary from 12% for Japanese Indigo, through a maximum of 40% for woad and 77% for Indigofera indigo. The remained of the mass is plant matter, mineral matter and other pigments such as indirubin (known as indigo red and one of the components of Murex purple). This mix is one reason that natural indigo produces more variable shades of blue than the purer synthetic form.

Handspun Bombyx silk indigo-dyed in three different vats. The dark blue on the left was put dry (unwetted) into a 1-2-3 Fructose vat, to which I added a little more fructose and heat to raise the temperature back to 50°C before leaving the silk for 45 mins. The patchy warm-grey-blue on the right was well-wetted before spending an hour in the urine vat. The curl of bright blue silk in the centre had 5 dips in a standard Thiox vat.
How does indigo dye?
Water carries the soluble form, leuco-indigo, as it soaks through the material in the vat. When the material is exposed to the air (or another source of oxygen such as well-oxygenated water) the leuco-indigo oxidises to blue indigo particles that physically lodge in unevennesses in the material. Unlike many other dyes, the particles are not chemically bound to the material, just wedged into cracks and crevices. This means that dense, smooth materials or those that are not easy to wet will not hold a lot of dye or will not be easy to dye. Indigo is one of the most light-stable natural dyes, but the way in which it dyes means that materials dyed with indigo ‘fade’ in two ways: as particles of indigo are dislodged and fall away from the material, and as the dyed material itself wears away to reveal undyed material. Taken together, these largely explain the classic fading of denim. (Light does degrade indigo into compounds such as isatin, but the physical damage is more significant.)
Making leuco-indigo: reducing the vat to remove oxygen
Whether they’re based on synthetic or natural indigo (including plant material that contains indigo), all indigo vats work on the same basic principle: convert the blue indigo into soluble leuco-indigo, then allow that solution to penetrate the material to be dyed. As leuco-indigo only maintains that form in the absence of oxygen, the vat must be reduced – the oxygen removed – in some way. Traditional vats use bacterial fermentation: the vats contain organic matter on which bacteria feed, such as the nutrients in urine, rice bran, the plant material that contains the indigo compounds, or even the skin flakes, sweat and manure held in a sheep fleece.
Chemical vats use raw chemistry, compounds including sodium hydrosulphite or thiourea dioxide or reducing sugarssuch as fructose to remove oxygen from the vat.
Making leuco-indigo: the vagaries of pH
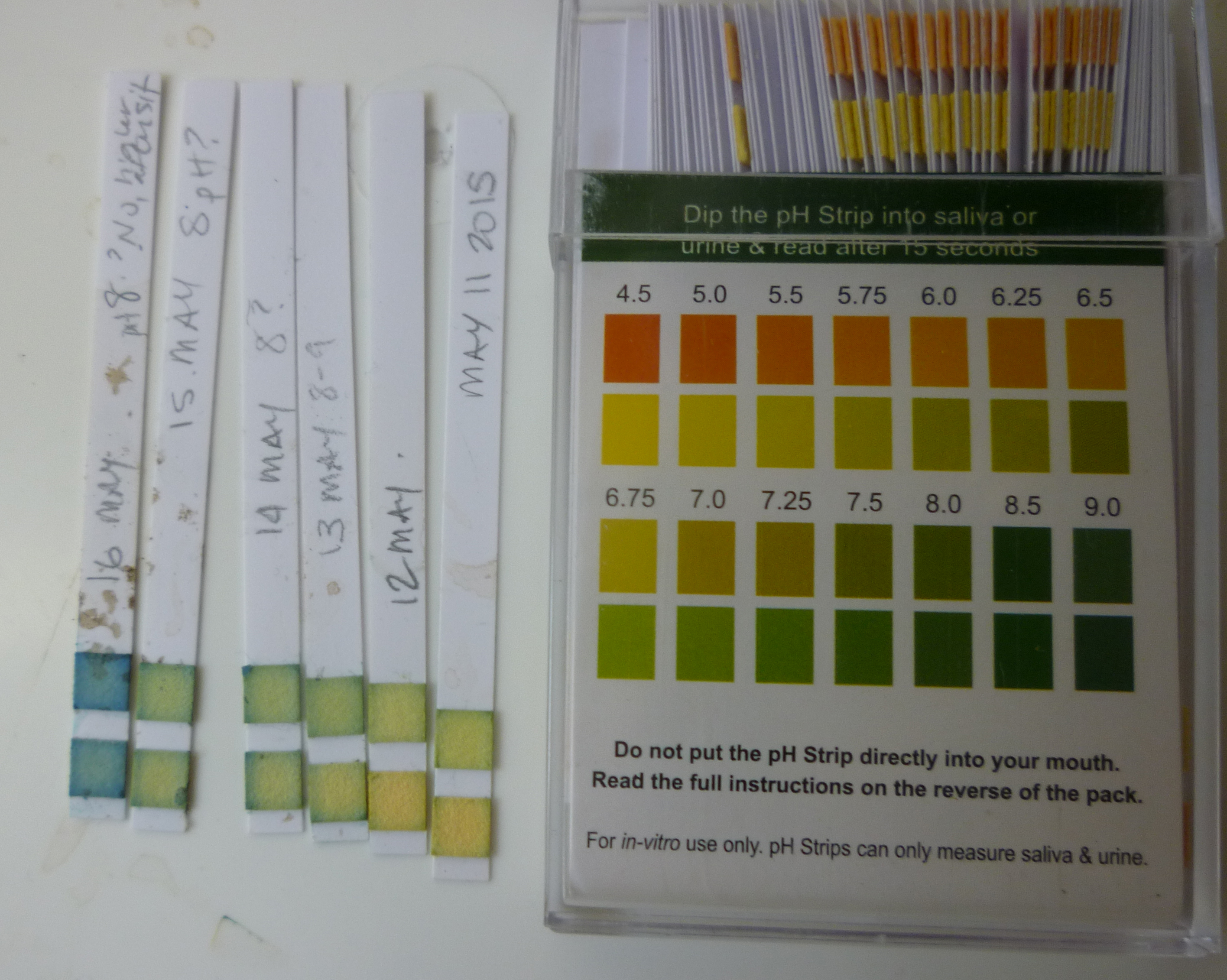
pH – the acidity or alkalinity of the vat – is important, as the conversion to leuco-indigo requires an alkaline environment. It’s easiest to predict and maintain in a chemical vat, with recipes calling for measured amounts of lye (sodium hydroxide) or washing soda/soda as/soda crystals (sodium carbonate) or calc aka calcium hydroxide aka slaked lime. It’s just as important in a biological vat, but much trickier to maintain, because the fermentation process produces byproducts such as lactic acid that lower the pH. Apparently dyers in the past learned to manage their vats by tasting the fluid or feeling it between their fingers, trying for something that’s slippery (alkaline), but not too slippery. Fortunately we have pH paper, which works even for indigo vats – the blue does not appear so quickly that it prevents reading the pH.
pH also influences the dyeing process in other ways. Both cotton and indigo are ionised at higher pH; there are two forms of leuco-indigo, and the most ‘efficient’ of these in terms of dyeing is most common at pH11, which is also the pH at which de-protonation/ionisation of the cotton (and possibly other cellulosic fibres) has begun, making it attract the dye. So cellulosic fibres are best dyed at pH11.
But protein fibres such as silk and wool are damaged by high pH, and heat accelerates the damage. pH paper allowed me to confirm that my sig (urine) fermentation vat does indeed run at about pH 9 in the relative coolth of the pop-up greenhouse, whereas the 1-2-3 Fructose vat I created yesterday was pH11 at 50°C. So: to dye my handspun silk (a smooth, dense fibre, hence takes up less dye) a dark blue, I had the option of multiple dips in the urine vat OR a shorter single dip in the Fructose vat.
Having said all this, pH paper and knowing how to use it doesn’t guarantee success with a biological vat. I think the current woad vat may be a loss, possibly because I used garden lime instead of calcium hydroxide to try to control the pH. But perhaps there’s so little blue present that I’m not seeing it on the material. Further work required.

There are far too few pictures in this post, so here’s a Norwich damask, a dress fabric dating from the early 1700s. Handspun 2-ply wool warp; the purplish shadows in the pale areas hint that the warp was once dyed reddish-purple, probably with logwood, long since faded except where protected inside the seams. The handspun singles weft is clear pale indigo blue. The original fabric was probably lavender-lilac purple with red-purple patterning.
Further reading
Balfour-Paul, J, 2011. Indigo: Egyptian Mummies to Blue Jeans. British Museum Press
Hall, K, 2012. Indigo background (written specifically for South Carolina teachers).
Click to access Indigo-Recipe.pdf
Melo, M J, 2009. History of Natural Dyes in the Ancient Mediterranean World. In Handbook of Natural Colorants, John Wiley & Sons. http://www.researchgate.net/profile/Maria_Melo8/publication/227979187_History_of_Natural_Dyes_in_the_Ancient_Mediterranean_World/links/0deec5374a69835606000000.pdf
Vuorema, A, 2008. Reduction and analysis Methods of indigo
Click to access AI388%20Vuorema.pdf